

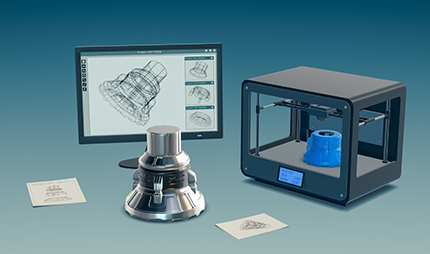
Stereolithography employs a vat of liquid curable photopolymer resin and an ultraviolet laser to build the object’s layers one at a time. For each layer, the laser beam traces a cross-section of the part pattern on the surface of the liquid resin. Exposure to the ultraviolet laser light cures and solidifies the pattern traced on the resin and fuses it to the layer below.
After the pattern has been traced, the SLA’s elevator platform descends by a distance equal to the thickness of a single layer, typically 0.05 mm to 0.15 mm (0.002″ to 0.006″). Then, a resin-filled blade sweeps across the cross section of the part, re-coating it with fresh material. On this new liquid surface, the subsequent layer pattern is traced, joining the previous layer. Depending on the object & print orientation, SLA often requires the use of support structures.
BENEFITS
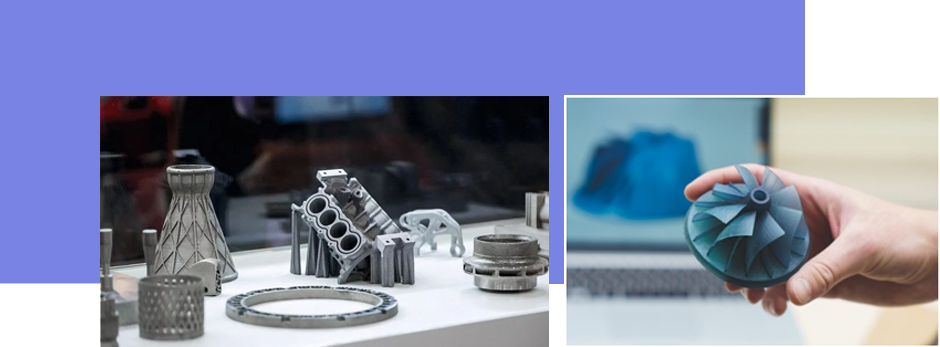
due to the great thinness of each layer applied in stereolithography (0.05 to 0.10 mm) and the fine laser beam, it is possible to obtain prototypes with a very realistic finish and complex geometric shapes.

despite the use of substitution materials (resin), parts made with stereolithography have good functional surface quality.

In stereolithography, the resulting parts have a smooth finish, with the option to choose between a number of resins for different renderings.
with stereolithography, it is possible to create small parts with high definition, as well as larger parts up to two meters in size, while maintaining high precision.

By choosing the stereolithography method, you can obtain a part in about two days, because the 3D files are sufficient to launch a printing. On the other hand, the cost is reasonable, because it is not necessary to create a mold, as stereolithography works by adding material.
SLS uses a high power laser to fuse small particles of powder into a mass that has the desired three dimensional shape. The laser selectively fuses powder by first scanning the cross-sections (or layers) on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness. Then a new layer of material is applied on top and the process is repeated until the object is completed.
BENEFITS OF SLS 3D PRINTING

Multi Jet Fusion technology was developed by Hewlett Packard and works with a sweeping arm which deposits a layer of powder and then another arm equipped with inkjets which selectively applies a binder agent over the material. The inkjets also deposit a detailing agent around the binder to ensure precise dimensionality and smooth surfaces. Finally, the layer is exposed to a burst of thermal energy that causes the agents to react
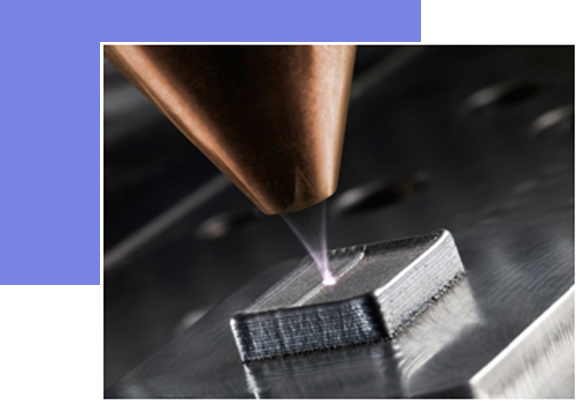
DMLS is basically the same as SLS, but uses metal powder instead. All unused powder remains as it is and becomes a support structure for the object. Unused powder can be re-used for the next print. Due to of increased laser power, DMLS has evolved into a laser melting process.
BENEFITS OF DMLS 3D PRINTING
This is a casting process for elastomers which uses a vacuum to draw any liquid material into the mold. Vacuum casting is used when air entrapment is a problem with the mold.
Additionally, the process can be used when there are intricate details and undercuts on the mold. Also, it is applied if the material used to make the mold is fiber or a reinforced wire.
The process is sometimes called thermoforming because the manufacturing process involves rapid prototyping where the plastic sheets are preheated. The materials are preheated in an automated vacuum casting machine until they are soft and pliable.
Vacuum casting is more economical as compared to 3D printing or molding injection. This allows you to produce more products at less cost.

Benefits
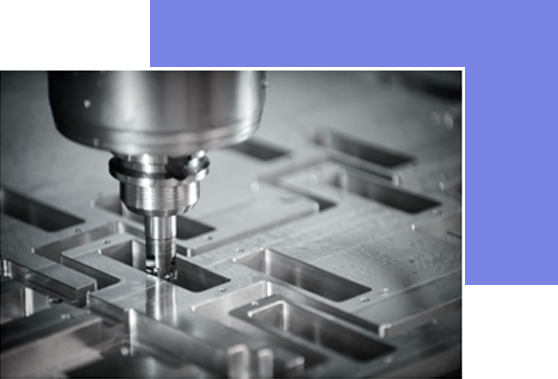
The CNC machining process uses a solid block of material such as brass, copper or steel. Using numerically controlled tools, it accurately and precisely delivers parts to a very high standard. Lathes, mills, routers, and grinders are tools typically found in CNC machinery. The digital template and autonomous machining practically eliminate human error and achieve accuracy within 1/1000th.
The CNC machine is programmed by the operator based on the specifications laid out in the CAD drawings. The programming process generates code which controls the machine to produce the desired finished product. A test run is completed to ensure that there are no errors in the programming. This trial run, called ‘cutting air’ is integral to the machining of top quality finished parts and largely eliminates material wastage and unnecessary downtime. This program can then be used repetitively to create multiple uniform products, all CNC outputs matching the prototype’s exact specifications.
Using CNC machinery is also considerably quicker than conventional machining, providing a cost-effective service with a quick turn-around.
Benefits

Injection molding is a process in which a thermoplastic polymer is heated above its melting point, resulting in the conversion of the solid polymer to a molten fluid with a reasonably low viscosity. This melt is mechanically forced, that is, injected, into a mold in the shape of the desired final object.
The low viscosity of the molten polymer allows complete filling of the mold where the article resides until it is cooled below the freezing point of the polymer. In the case of semicrystalline polymers, the crystallinity of the object
(which governs its mechanical and appearance properties) is usually controlled by in-mold cooling of the object at a defined cooling rate. In the last step, the mold is opened and the part is ejected and recovered. Plastic injection molding is the most widely used components manufacturing process for a variety of reasons, including:
Partnering with a range of industries to get their boldest ideas to life.



Binashree manufacturing pvt ltd
7/11 Patel narasimha Reddy layout,
Bommasandra industrial area,
Near DS max sky classic Thirupalya,
Bommasandra, Bengaluru, Karnataka 560099
| Phone: +91 9964417512 |
|
| Email: sitendu@binashree.in |
Copyright © 2022 BINASHREE. All rights reserved. Designed by E9ds